Nº 68 - Abril / Junio 2016
Carrocería y pintura
Ajustes y preparación en soldadura MIG/MAG
8
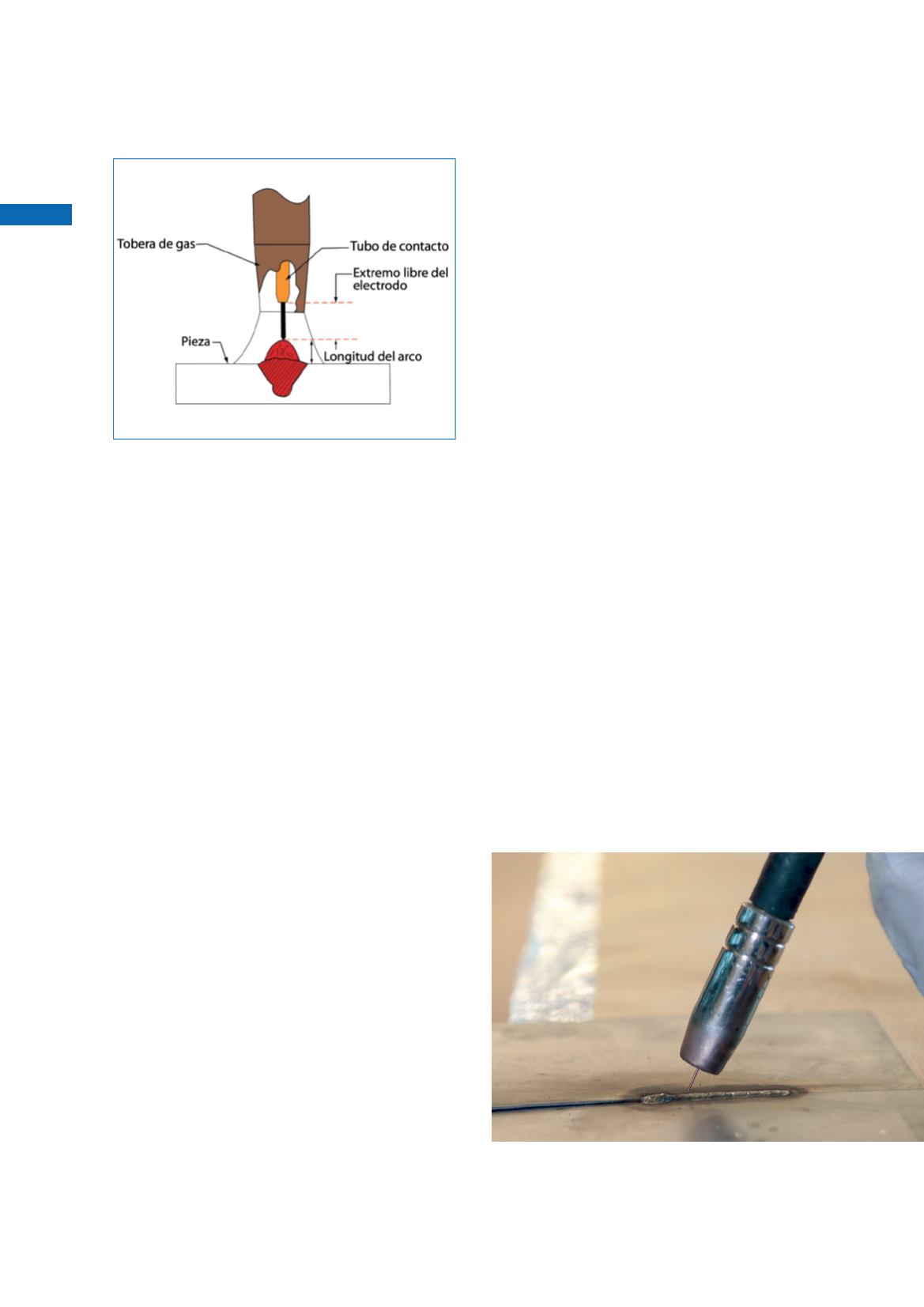
Longitud de extensión/ extremo libre del hilo
Es el extremo libre del alambre, es decir la distan-
cia desde el tubo de contacto hasta el extremo del
alambre. Este parámetro es importante en el proceso
de soldeo, en especial para la protección del baño
de fusión. Cuando aumenta la longitud de extensión
aparece una falta de protección del gas, la penetra-
ción es menor y aparecen más proyecciones, pudiendo
interferir éstas en la salida del gas de protección. Como
consecuencia pueden aparecer defectos en el cordón.
Si esta longitud es demasiado corta, la penetración
es mayor, hay menos proyecciones y puede ocurrir
que impida la visibilidad del baño de fusión.
Polaridad
Para acero en carrocerías se suele trabajar con
corriente continua donde el sentido y el valor de la
intensidad de corriente permanecen constantes. La
corriente alterna genera arcos inestables y con
tendencia a extinguirse, por lo que no se suele utili-
zar. La polaridad utilizada es la inversa, se conecta
el electrodo al polo (+) y la pieza al polo (-), obtenién-
dose arcos más estables, con buena penetración y
pocas proyecciones. Sin embargo, con la polaridad
directa, electrodo (-) y pieza (+) se obtienen transfe-
rencias globulares y un mayor número de salpicaduras.
En la soldadura de aluminio los mejores resul-
tados se obtienen con corriente continua y polaridad
directa.
Gas de protección
Para seleccionar el tipo de gas a utilizar se deben
considerar varios aspectos como el material a soldar,
el tipo de transferencia, la penetración o la forma del
cordón. En las chapas de acero de carrocerías se utili-
zan tanto gases inertes (argón, helio) como activos
(oxígeno, dióxido de carbono); pero los mejores resul-
tados se obtienen con combinaciones de ambos tipos
en diferentes porcentajes, por ejemplo Ar+O2 (5%),
Ar+CO2 (15-25%). En el caso del aluminio se utili-
zan siempre gases inertes, siendo el Ar o He los más
habituales.
Otro parámetro que influye en los resultados es
el caudal de gas, el cual debe ser el apropiado. Un
caudal bajo generará una protección insuficiente, y
un caudal muy alto puede generar turbulencias y
formación de remolinos. Se recomienda que éste sea
10 veces mayor al diámetro del hilo. Por ejemplo,
para un diámetro de 0’8mm, debería regularse 8
litros/minuto.
Parámetros de ejecución
Existen otros aspectos relacionados con la ejecu-
ción de la soldadura por parte del técnico, que
también influyen en los resultados obtenidos.
Velocidad de desplazamiento/soldeo
Es la velocidad de avance de la pistola, es decir
la velocidad con la que el técnico desplaza la pistola
de soldeo a lo largo de la unión. Si el resto de paráme-
tros permanecen constantes, cuanto menor sea la
velocidad de desplazamiento, mayor será la penetra-
ción en la soldadura. Si se realiza una soldadura con
una baja velocidad de desplazamiento y una alta inten-
sidad (A), la pistola puede sobrecalentarse. Una alta
velocidad de desplazamiento provoca soldaduras
irregulares.
El extremo libre del electrodo, la dirección de
soldeo, el ángulo de inclinación de la pistola o la
velocidad de desplazamiento son parámetros que
influyen en el resultado de la soldadura.


