Nº 68 - Abril / Junio 2016
Carrocería y pintura
Ajustes y preparación en soldadura MIG/MAG
10
Ángulo de inclinación de la pistola
Para obtener una buena protección del gas, el
ángulo de trabajo no debe ser mayor de 10 a 20º
respecto a la vertical. Un ángulo de trabajo muy
pequeño favorece la formación de mordeduras,
mientras que un ángulo de trabajo grande puede ser
causa de falta de fusión.
Dirección de soldeo
La dirección de soldeo es otro factor a tener en
cuenta, se denomina “soldeo hacia delante” cuando
la pistola se dirige en el mismo sentido que el avance
de soldeo, en este caso disminuye la penetración y
el cordón se hace más ancho y plano, por lo que se
recomienda para espesores pequeños. Y en el “soldeo
hacia atrás” la pistola se dirige en sentido contrario
al de avance de la soldadura, obteniéndose peor
aspecto del cordón, una mayor penetración y una
deposición en exceso del material.
Movimiento de la pistola.
En función del material y espesor a soldar puede
ser conveniente aplicar cierto movimiento a la punta
de la boquilla. Un movimiento “lineal” es recomen-
dable en los espesores finos de las carrocerías para
evitar un calentamiento excesivo. Otros tipos de
movimiento como el “pendular” en varias pasadas,
produce cordones anchos con gran penetración. El
movimiento “circular” produce cordones anchos de
baja penetración.
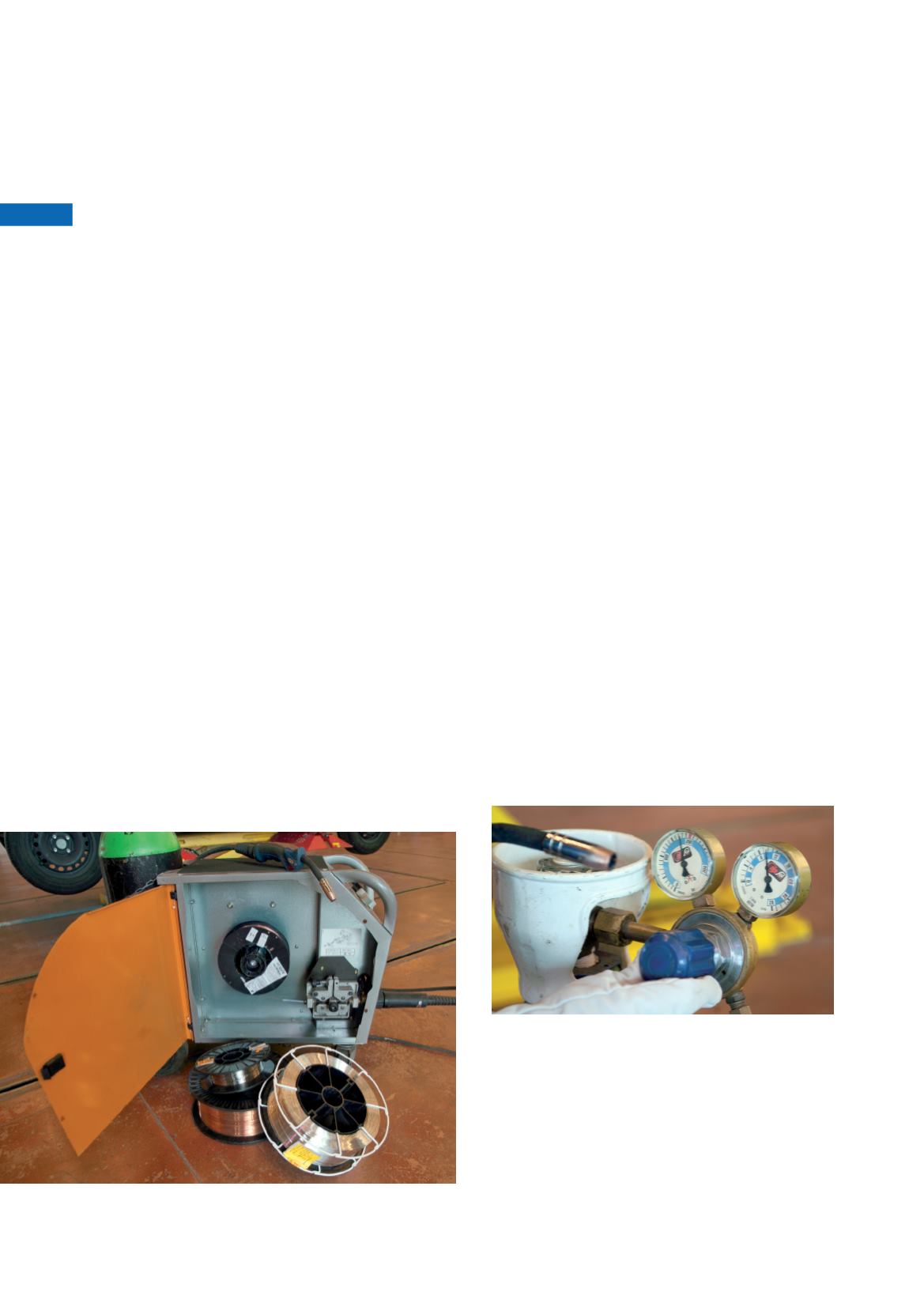
Preparación del equipo
La máquina de soldadura dispone de varios regla-
jes que el técnico debe ajustar en función del material
y del espesor a soldar:
Botella de gas adecuada al material a soldar
y regulación del caudal de gas (litros/minuto)
según el diámetro del hilo escogido.
El carrete de hilo a montar será del material y
del diámetro adecuado a las chapas a soldar.
La acanaladura de los rodillos de arrastre del
hilo deben ser apropiados al tipo de material
(acero, aluminio) y espesor (diámetro), selec-
cionándose los adecuados.
La presión de apriete de los rodillos también
debe ser regulada según el hilo para que lo
arrastre en condiciones de funcionamiento
normales, pero que en caso de retención de
la salida del hilo, permita que este deslice sobre
los rodillos si llegar a arrastrarlo y evitar un
taponamiento por exceso de entrega de hilo.
La tobera de salida del gas protector debe estar
siempre limpia de restos de material de solda-
dura.
La punta/tubo de contacto eléctrico debe ser
del mismo diámetro del hilo.
El tubo-guía de suministro del hilo será de un
material adecuado al material del hilo, para
acero será de acero y para aluminio de teflón
o nylon.
Conclusión
Un aspecto fundamental para facilitar las labores
de soldeo al técnico y obtener soldaduras de calidad,
es el correcto ajuste y control de los parámetros de
soldadura. Por ello, es vital que el técnico conozca
su influencia y como se procede para su regulación
en el equipo.
C
El material del hilo depende de material a soldar y
el diámetro del hilo del espesor de las piezas.
El caudal de gas de protección es un parámetro de
regulación.


