contacto con el oxigeno del aire ambiente, se protege
la zona de fusión con una corriente de gas, que
además facilita y estabiliza el arco. Cuando el gas
empleado es de carácter inerte se le denomina solda-
dura MIG (Metal Inert Gas) y cuando es de carácter
activo se le denomina soldadura MAG (Metal Active
Gas).
Parámetros de soldadura
Existen una serie de parámetros fundamentales
que influyen en los resultados de las soldaduras obteni-
das. El control y ajuste de estos parámetros permitirá
obtener soldaduras de calidad.
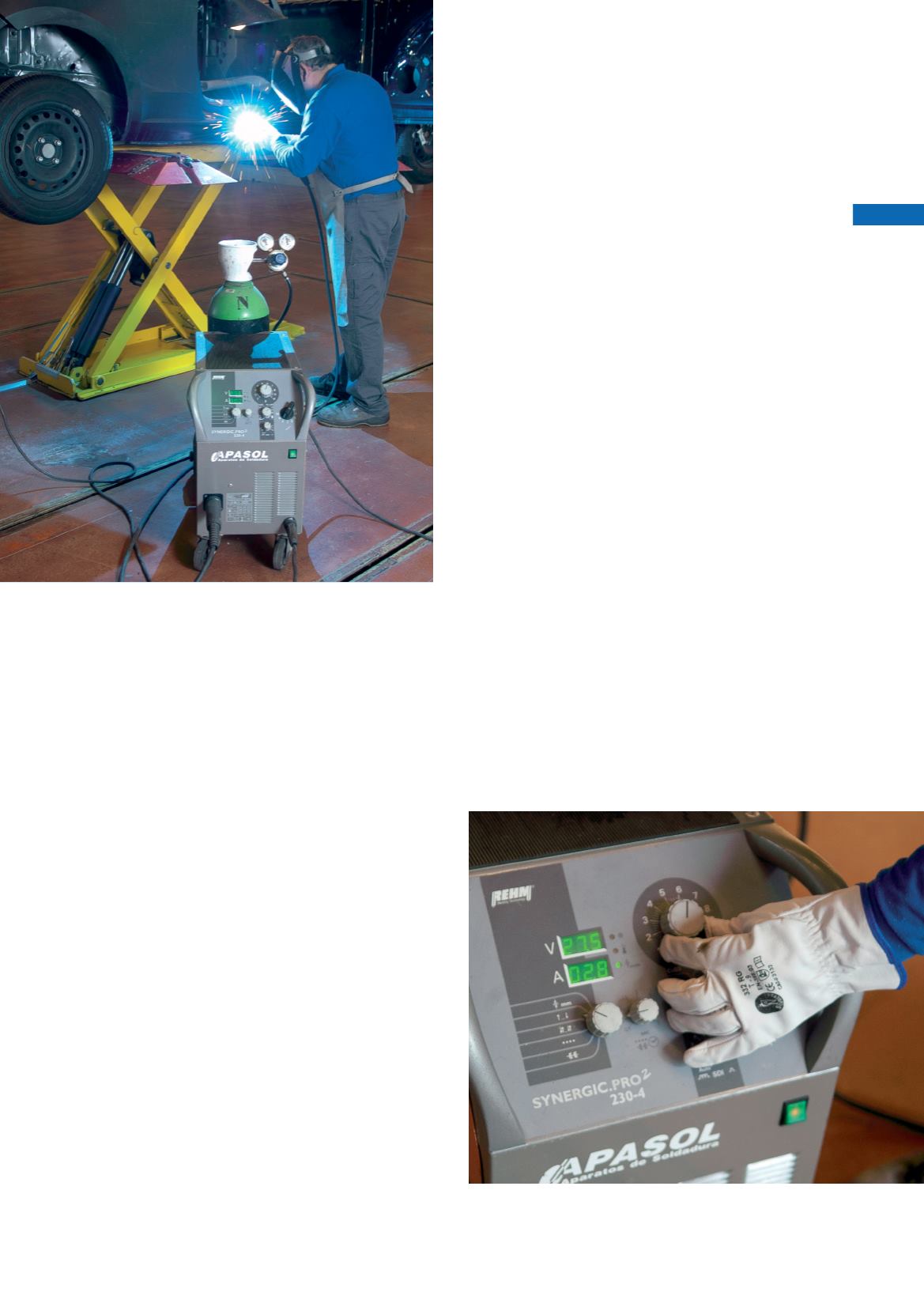
Tensión
La tensión se mide en voltios y es un paráme-
tro regulable en la fuente de energía del equipo.
Cuando el hilo toca la pieza se establece el arco cuya
longitud es función de la tensión elegida en la fuente.
Una vez cebado el arco la fuente autorregula la inten-
sidad necesaria para fundir el hilo, manteniéndose la
longitud de arco correspondiente al voltaje elegido.
La longitud de arco es la distancia entre el
extremo del hilo y la pieza. A mayor longitud del arco,
mayor será la tensión y viceversa. Con longitudes
largas de arco se obtienen cordones más anchos y
menos profundos; y con longitudes cortas se produ-
cen cordones más estrechos y de mayor penetración.
Velocidad de alimentación del hilo
La velocidad de alimentación de hilo (alambre)
también es un parámetro regulable en la máquina, y
está relacionada con los valores de tensión e inten-
sidad. El ajuste de la velocidad del hilo conllevará
un mayor o menor flujo de fundente en la zona a
soldar. Si se disminuye la velocidad de hilo y se
mantienen el resto de parámetros constantes, lo que
ocurre es que aumenta la penetración. Con una veloci-
dad de soldeo alta, se produce una soldadura
irregular.
Intensidad
La intensidad de la soldadura depende del
binomio “tensión - velocidad de alimentación de hilo”.
A mayor velocidad de hilo, mayor intensidad, mante-
niéndose constantes el resto de parámetros. La tasa
de deposición también está relacionada con la inten-
sidad, cuanto mayor sea la intensidad, más
rápidamente se producirá la fusión, y por tanto, la
deposición de material. Para valores de tensión y
velocidad de hilo constantes, si se aleja la boquilla
del baño de fusión la intensidad disminuye y si se
acerca aumenta.
Nº 68 - Abril / Junio 2016
Carrocería y pintura
7
La correcta regulación del equipo MIG/MAG es funda-
mental para obtener soldaduras de calidad.


