
Reparación del aluminio
Es fundamental conocer las características de este material para aplicar correctamente las técnicas de reparación.
Se aprecia un crecimiento del uso de este material en la fabricación de piezas de las carrocerías. Las principales características que los fabricantes aprovechan son su ligereza, su capacidad de absorción de energías de deformación y sus propiedades anticorrosivas, sin embargo implica una mayor complejidad en su reparación.
Los fabricantes de vehículos desde hace unos años van introduciendo piezas como el capó o carrocerías completas de aluminio en algunos de sus modelos. Aspectos como el aligeramiento de peso en las carrocerías, la reducción de emisiones CO2 o criterios de seguridad en piezas como el capó, son los causantes del aumento de la utilización de este material. En consecuencia, el número de reparaciones de componentes y carrocerías de aluminio también aumenta, por lo que es importante conocer las técnicas de reparación en este material.
En la reparación de Aluminio siempre se ha de tener en cuenta que estamos frente a un material metálico con un comportamiento distinto al acero, cuyas características influyen notablemente en las técnicas de reparación aportándole un grado superior de dificultad frente al acero.
Reconformado de chapa
En ocasiones se utilizan aleaciones de aluminio y se les aplica tratamientos térmicos de endurecimiento para aumentar su dureza y resistencia, esto implica una mayor dificultad a la hora de trabajar la chapa mediante el reconformado. El trabajado en frío puede provocar la aparición de grietas, roturas o desgarros con mayor facilidad que en el acero, por ello es conveniente atemperar la zona antes de reconformarla, para disminuir el riesgo de aparición de grietas. El atemperado previo de las zonas consigue un aumento de la maleabilidad del aluminio que facilita el reconformado.

De la misma forma, al tener una dureza más baja que la del acero, cuando se trabaja martilleándolo pueden aparecen en su superficie huellas con relativa facilidad. Por ello, las herramientas como tases y martillos deben ser sin estructura, con bordes redondeados; los cantos vivos pueden provocar marcas sobre el material. El golpeo debe ser muy controlado, con golpes suaves aunque sean en mayor número frente a golpes contundentes y poco precisos que puedan causar un sobreestiramiento de la chapa. Las herramientas deben ser ligeras y de materiales de menor dureza como el aluminio, goma, madera o nylon.
En el reconformado de aluminio se debe golpear suavemente para evitar endurecer o sobreestirar la chapa. Un atemperamiento de la zona facilita el desabollado.
Cuando no se dispone de acceso por ambos lados para el uso de tas y martillo, se utilizan los equipos de soldadura por descarga de condensadores que permiten soldar pernos roscados a la chapa de aluminio, a los cuales se acoplan herramientas específicas para ejercer fuerzas de tracción y sacar la deformación.
El reconformado se complementa en algunos casos con los tratamientos térmicos para el recogido de la chapa. Para ello, se utiliza el electrodo de cobre con un equipo de resistencia eléctrica, la candileja de fontanero o el soplete oxiacetilénico, no obstante se recomienda el uso de los dos primeros de forma genérica y el último sólo para sobreestiramientos muy pronunciados. Cuando se utilizan los equipos de resistencia eléctrica, se requiere mayores intensidades que en el acero.
El atemperado para facilitar el reconformado de las superficies también se realiza con estas herramientas.
El aluminio no presenta cambio de color frente a su calentamiento y para evitar una exposición excesiva al calor, dado su bajo punto de fusión, se utilizan pinturas térmicas en forma de lápices de diferentes graduaciones (150ºC a 300ºC), que facilitan el control del calentamiento que sufre el material. Estos lápices se utilizan en cualquier tratamiento térmico del aluminio para evitar correr el riesgo de fundir el material.

Los útiles de reconformado y en general las herramientas que se empleen en los trabajos de aluminio deben ser de uso específico para este material con el fin de evitar la corrosión por contacto con otros metales como el acero.
Uniones con Remache
Debido a la dificultad de la soldadura de aluminio, las uniones más utilizadas en reparación son los remaches y los adhesivos estructurales o la combinación de estos dos métodos de unión.
Para evitar la soldadura de aluminio en reparación se realizan uniones mixtas con remaches y adhesivo.
Los remaches son de aluminio y de acero, incorporando estos últimos un recubrimiento especial de zinc (dacromet, deltatone) que evita la corrosión por contacto del aluminio. Pueden ser de tipo “macizo” o “ciego” (clavo) y se utilizan según la accesibilidad que exista a un lado o a ambos lados de las chapas a unir.
El remache macizo se utiliza para sustituir el remachado estampado (autoperforante) de fabricación y necesita de acceso a ambos lados. Las herramientas utilizadas son una remachadora de pinza C y las buterolas correspondientes para extraer o insertar los remaches, reconformar las pestañas, o realizar un avellanado de la chapa. La remachadora coloca el remache mediante la presión ejercida por ambos brazos de la pinza sobre el remache, y puede llevar pinzas de diferentes tamaños para facilitar el acceso a distintas zonas de la carrocería.
Cuando solamente hay acceso por un lado se utiliza el remache ciego y para el cual se utiliza una remachadora de tipo convencional.

Los adhesivos estructurales utilizados son de naturaleza epoxi, y la principal característica es su baja conductividad eléctrica, para evitar los efectos de la corrosión galvánica.
Soldadura
La soldadura del aluminio frente a la del acero presenta un mayor grado de dificultad. Las principales características que influyen son su rápida oxidación, su elevada conductividad térmica y eléctrica y su alto coeficiente de dilatación.
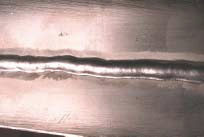
El aluminio se oxida rápidamente al contacto con el oxígeno y forma en su superficie una capa de óxido denominada alúmina. Una vez que esta capa se forma evita que continúe oxidándose el resto de la pieza. La alúmina tiene una temperatura de fusión (2072ºC) mucho más elevada que la del aluminio (660ºC), esto dificulta la soldadura porque ha de eliminarse la alúmina para inmediatamente después ejecutar la soldadura del aluminio ajustando el equipo de soldeo para la temperatura de fusión del aluminio. Para retirar la capa de alúmina se utilizan cepillos de alambre de acero inoxidable antes de la soldadura.
Para evitar la soldadura de aluminio en reparación se realizan uniones mixtas con remaches y adhesivo.
El aluminio presenta una baja resistencia eléctrica y una alta conductividad eléctrica por lo que se requieren grandes intensidades de corriente para conseguir soldaduras eficientes. Además, su alta conductividad térmica, hace que se disipe rápidamente el calor calentando amplias zonas de las piezas.
El alto coeficiente de dilatación también es un inconveniente, ya que se pueden producir grandes variaciones dimensionales que generen deformaciones y/o fisuras en las piezas por el fenómeno de dilatación-contracción. Por ello, una vez realizada la soldadura es conveniente verificar la existencia de fisuras mediante el test de líquidos penetrantes.
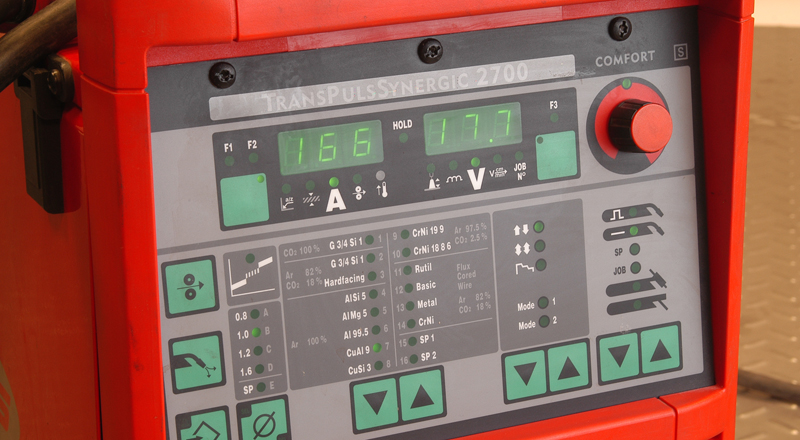
El requisito de altas intensidades que requiere la soldadura del aluminio por resistencia eléctrica por puntos sólo es factible en los potentes equipos de fabricación. La soldadura utilizada en reparación es la soldadura por arco eléctrico bajo gas inerte de protección, TIG o MIG. El equipo recomendado es el de MIG con arco pulsado y sinérgico. El arco pulsado permite un ajuste más exacto de la intensidad necesaria y por lo tanto una reducción del calor aplicado a la pieza. La función sinérgica de los equipos permite regular automáticamente distintos parámetros de soldeo facilitando el ajuste de la máquina por parte del técnico. El tipo de material utilizado para el alambre de aportación son aleaciones de Al, Al-Mg (5%), Al-Si (5%) y como gas se utiliza argón. Debido a la dificultad que de la soldadura de aluminio, se debe verificar con los test adecuados que no existen fisuras o grietas en las soldaduras realizadas.
Conclusión
La reparación de aluminio presenta un grado mayor de complejidad debido a sus características intrínsecas. Por ello, es importante disponer del conocimiento y de las herramientas específicas para abordar su reparación.